H1


DSP= Digital Signal Processing (digitálne spracovanie).
Ovladač je možné dodať aj v krabicovej verzii, so vstupmy aj výstupmy na zadnej strane. Na prednej strane kontrolky a vypínač.

Výstup:
Výstup s označením MILL (SK8) označuje nezávislé relé. Toto relé je možné zaťažiť max. 3A / 230V. Jeho činnosť je riadená softvérovo z riadiaceho programu (Mach).
Doporučené zapojenie:
| Keď má obrábací motor menšie napätie ako 50V | Keď má obrábací motor väčšie napätie ako 50V |

|

|
V prípade, že je použitá zástrčka, kde môže byť prehodená fáza a napätie je vyššie ako 50V je potrebné odpájať obe vedenia , pretože by sa mohlo stať, že sa pri odpojení neodpojí fáza.
Nastavenia pre Mach3 (ovládanie relé):
- Na panely Config/Port and Pins/Motor Output má byť Spindle Enabled -vyp. (červené X) !
- Ďalej v tomto okne nasledovne: Output signal/Output #1 Endabled (zap.) a Port#1, Pin Number 14, Active Low X (vyp.)!
- Ďalej : Spindle Setup/Relay Control/Disable Spindle Relay bez fajky a Clokwize Output# 1 a CCW Output# 1 s fajkou!
- Flood Mist Control/Disabled Flood/Mist Relay s fajkou!
Rýchlosť zopnutia a vypnutia sa tiež nastavuje tu : General parameters (UP - zap., DOWN - vyp. )!
Použitie dvoch motorov pre jednu os:
Keď je to potrebné, je možné na jednu os zapojiť dva motory. Podmienkou je aby boli rovnaké a mali osem vývodov.
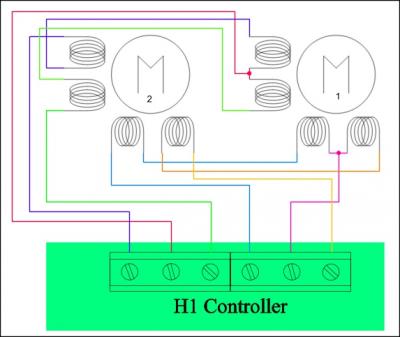
Takéto zapojenie má za následok, že ovladač bude musieť počitať s dvojnásobným napätím a indukciou. Tomu bude zodpovedať nižšia dosiahnuteľná rýchlosť. Doporučené napätie na zdroji je 30V. Toto zapojenie je vhodné hlavne pre rezačku polystyrénu.
Pri H1 ovladači sa nedoporučuje paralelné zapojenie motorov. Dôvodom je že pri určitých rýchlostiach môže dôjsť k rezonancii, ktorá vedie ku strate kroku. Pri paralelnom zapojení sa motor v určitom momente môže správať ako dynamo a svojou energiou narušiť reguláciu prúdu.
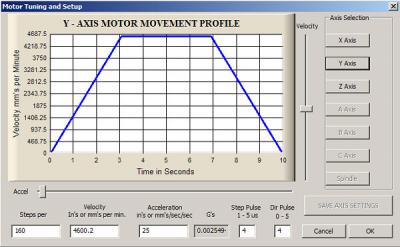
Rýchlostný tuning CNC strojov:
Pri novom alebo prestavanom stroji je potrebné urobiť nasledovné úkony: v programe Mach nastaviť port a jeho bity potom zadať mieru v (mm) a nastaviť kalibráciu čiže koľko krokov na 1mm. Tieto nastavenia sú popísané V H1 01 a v Mach3. Potom sa môžeme pustiť do nastavovania rýchlostí.
Hľadanie maximálnej rýchlosti začíname malou rýchlosťou, ktorú postupne zvyšujeme. Posuny môžeme skúšať ručne pokusmy až do vtedy kým sa motor nezastaví a nebude pískať.
Pre pochopenie správania motora je dobré ak pochopíme krivku motora. Ani nie tak hodnoty ale hlavne súvislosti.
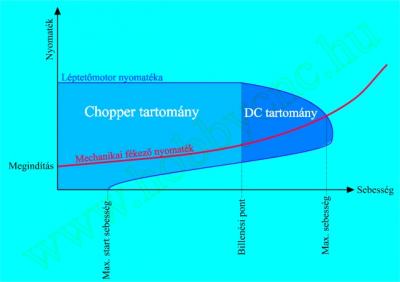
Nyomaték - Moment
Megindítás - Štart
Max start sebesséeg - Max. štart. rýchlosť
Bilenési pont - Bod zlomu
Max sebesség - Max. rýchlosť
Sebesség - Rýchlosť
Mechanikai fékezo nyometék - Odpor mechaniky
Léptetó motor nyomatéka - Moment motora
Tartomány - Rezerva
Na obrázku je motor + H1 CNC ovladač a ich spoločná krivka.
Z obrázku je možné vyčítať, že zrýchlenie je mimoriadne dôležité, vhodným stanovením zrýchlenia je možné využiť celú krivku.
Pri rezačke polystyrénu nie je možné použiť pomalé zrýchlenie, ale aj pri nich je vhodné dať túto hodnotu čo najnižšie.
Presné časovanie Step impulzov zo strany PC je zodpovedné ze plynulý chod motora. Mach 3 pomocou CPU generátora pomáha tomuto plynulému chodu. To je rozdiel medzi Mach3 a inými programami. Ale zároveň tým dochádza k tomu že tieto impulzi v PC a v Machu sa ovplyvňujú. Preto nie je vhodné mať počas testovania spustených veľa programov. Pomôcť sa tomu dá aj zapnutím funkcie "Enhanced
Pulsening" Zopár nápadov je možné nájsť aj na: http://www.machsupport.com/artsoft/support/support.htm
Pri krivke je dôležité to, že optimálna nastavená rýchlosť by sa mala nachádzať v časti DC tartomány, pretože tam nedochádza ku strate kroku, ale zároveň čo najvyššie. To znamená že pri našych pokusoch, keď motor zostane stáť - potom mierne znížime rýchlosť a motor máme nastavený. Po tomto nastavení je potrebné samozrejme ešte preveriť celé dráhy a nastavovanie rýchlostí pri importe, pretože sa môže stať, že motor bude brzdený mechanikou v nejakom bode.
Po nastavení všetkých osí je potrebné urobiť ďalšie testy pri ktorých pôjdu všetky osi súčastne. To je potrebné preto aby sme zistili ako zvláda takéto zaťaženie náš zdroj.