H2

H2 PCB CNC Ovladač
(4D, kompaktný, bipolárny, mikro-step ovladač)
H2 PBC Ovladač je ovladač novej generácie určený pre malé CNC ako aj hobby stroje. Pri jeho vývoji sa zúročily skúsenosti z predchádzajúcich výrobkov. Je určený na pohon štyroch osí (alebo menej) na rôznych CNC strojoch. Ako napríklad: frézky, gravírky, sústruhy, rezačky polystyrénu, automatické vŕtačky a pod.
Technické parametre:
- Step/Dir systém, LPT port, pohon krokových motorov,
- 4D (4 motory), kompaktná konštrukcia,
- 2 fázové, bipolárne, micro-step riadenie,
- Nastavitelný microkrok: 1; 1/2; 1/8; 1/16,
- Zaťažiteľnosť na fázu max. DC 35V, 3,5 A,
- Tichá prevádzka,
- 100kHz - max. krokovacia frekvencia,
- 4 stupňové nastavenie prúdu,
- 5 vstupov,
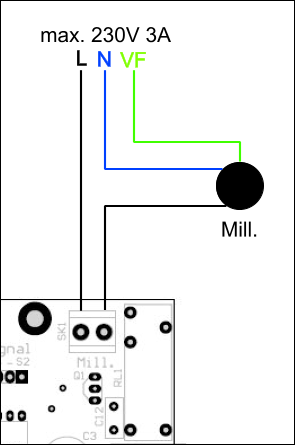
- 1 relé (max. 230V, 3 A
- 2 bity s TTL signálom, napríklad na riadenie otáčok vretena z Machu,
- Napájanie z jedného zdroja (integrovaný spínaný zdroj pre digit. časť),
- Ochrana proti prehriatiu,
Použiteľný softvér:
- Mach3 CNC (win. 2000/xp, doporučené)
- Turbo CNC (DOS)
- WinPC-NC (XP)
- CNCGraf (DOS)
- a pod.

|

|

|

|

|

|

|

|
H2 CNC Ovladač je schopný riadiť 1,2,3 a 4 osé stroje. Pri použití Mach3 je možné logické spojenie dvoch osí a tak namontovať dva motory na jednu os, prípadne urobiť pohon rezačky polystyrénu.
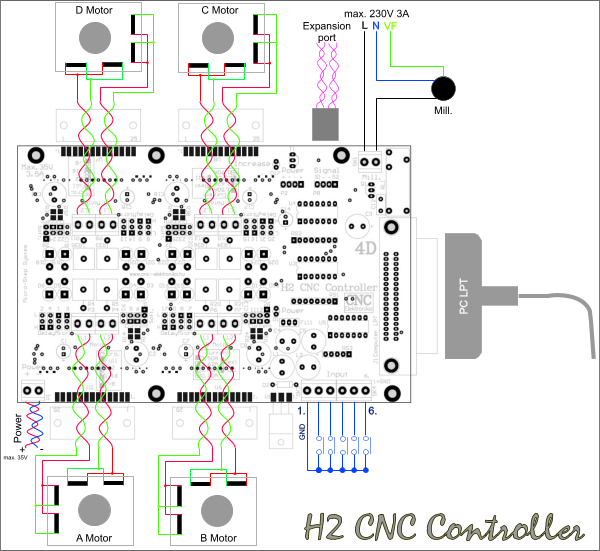
Na každý výstup je možné pripojiť jeden motor (A; B; C; D). Zapojenie viacerých motorov na jeden výstup sa nedoporučuje! Na 5 vstupov je možné pripojiť ľubovolné spínače, prípadne indukčné snímače a pod. Vstupy sú chránené diódami a 1 kOhm - ovým rezistorom. Reléovým výstupom sa dá riadiť spínanie obrábacieho motora. Pri väčších výkonoch sa doporučuje pomocné relé. Prípojka signál je pomocná 2-bitová TTL prípojka, ktorá umožňuje napríklad riadenie otáčok vretena cez frekvenčný meni. Ale aj ako piata os a pod. Na komunikáciu medzi PC a doskou sa používa bežný LPT kábel. Je vhodné použiť kvalitnejší a nie príliš dlhý.
Ovladač potrebuje jediný zdroj napätia a to je motorový zdroj, z ktorého si potom upravuje ostatné potrebné úrovne napätia. Ovladač potrebuje chladenie ideálne je použiť AC 24V - ový ventilátor a pripojiť ho priamo k transformátoru.
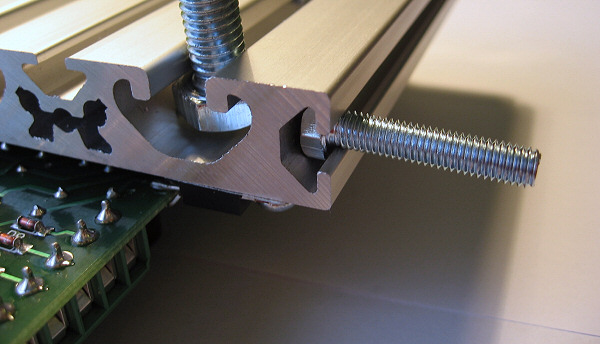
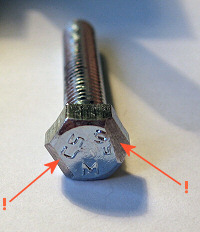
Možné mechanické ukotvenie (M8 alebo M5): (M5-ku je potrebné trochu upraviť)
Zdroj napätia:
Dovolené napätie zdroja je DC 12 - 35V. Prekročenie 35V môže spôsobiť poškodenie ovladača. Doporučený transformátor by mal byť: 230/24V AC minimálne 20Ampérový mostík a minimálne 10000uF-ový kondenzátor a medzi zdrojom a ovladačom doporućujem 10 A poistku.
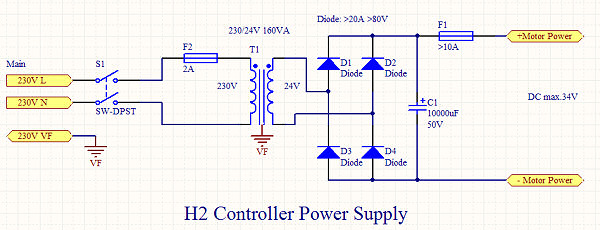
Jeden 160VA-ový, 230/24V - transformátor je schopný utiahnuť 4 motory pri max. zaťažení 3,5 A. DC 35V sa nesmie prekročiť ani v nezaťaženom stave.
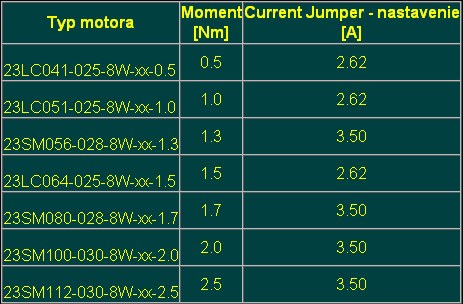
Použiteľné krokové motory:

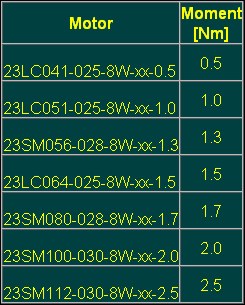 Ovladač ma 2 fázový, bipolárny koncový stupeň. Preto je možné použiť 2 fázové motory. Pre dosiahnutie čo najväčšej rýchlosti a presného microkroku je vhodné používať motory s čo najmenším menovitým napätím a napätie zdroja držať na úrovni 30 - 35V.
Ovladač ma 2 fázový, bipolárny koncový stupeň. Preto je možné použiť 2 fázové motory. Pre dosiahnutie čo najväčšej rýchlosti a presného microkroku je vhodné používať motory s čo najmenším menovitým napätím a napätie zdroja držať na úrovni 30 - 35V.
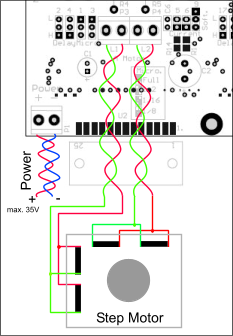
Zapojenie motorov:
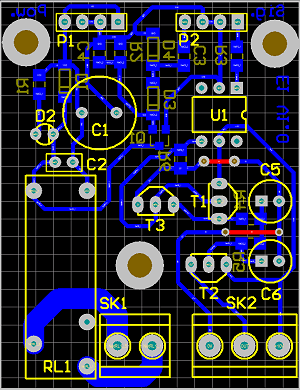
Bipolárne motory sa pripájajú na konektor L1 a L2. Poradie fáz nieje dôležité, lebo smer otáčania sa dá zmeniť v softvére. Je vhodné stočiť káble jednotlivých fáz.
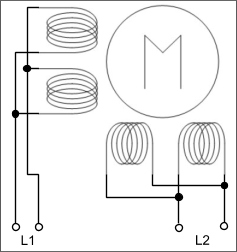
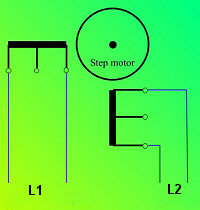
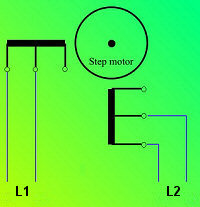
| Zapojenie univerzálnych 8 vývodových motorov: | |
|
|
Staršie motory majú väčšinou vysoké menovité napätie a veľkú indukčnosť, preto nejsú veľmy vhodné. Ale pokiaľ by niekto chcel, je možné ich zapojiť nasledovne..
|
|
| A | B |
Medzi dvoma spôsobmi je zásadný rozdiel!
A - mód: pri nižších rýchlostiach ma vyšší moment a pri vyšších rýchlostiach naopak.
B - mód: parametre zhodné z udanými pre daný motor od výrobcu. Toto je doporučené zapojenie.
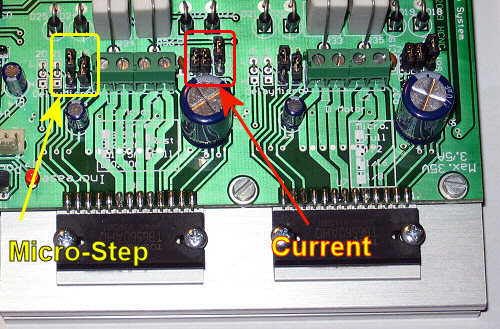
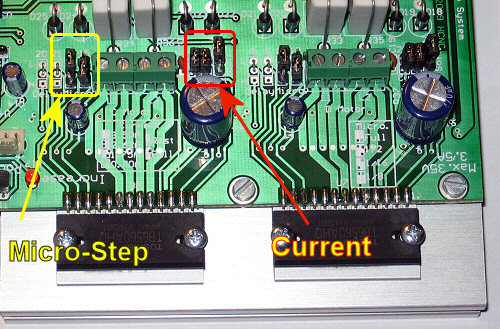
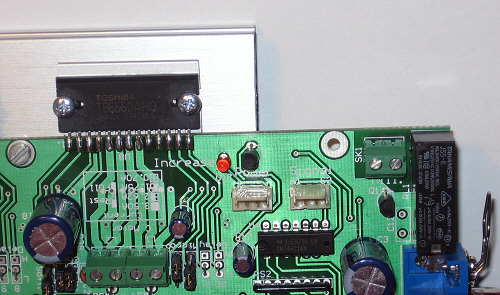
Nastavenie prúdu:
Dvomi jumpermi, je možné 4 rôznymi polohami nastaviť prúd pre každú os samostatne. Tieto jumperi sú označené nápisom Current.
Bočný jumper s označením "Soft", je možné nastaviť na budenie motora v kľude. V pozícii "Rest" sa dostanú na úroveň 0,7A. Tým sa dosiahne lepšie chladenie ovládača aj motora. Toto však riadi softvér a preto je potrebné aj softvérové nastavenie.
V pozícii "Full" je budenie stále / priebežné a doporučuje sa keď softvér nemá potrebné funkcie.
Budenie signalizuje "Increase" LED. Ked svieti motory sú priebežne budené. Takto je možné kontrolovať CNC softvér a jeho nastavenie a fungovanie. (Pri krokovaní musí svietiť, keď je nastavené "Rest")
Nastavenie microkroku (micro-step):
Krokovanie (micro-step) je možné nastaviť pomocou "Micro" jumperov.
Doporučené krokovanie je 1/16 alebo 1/8. Pri týchto nastaveniach sú vibrácie minimálne a menej sa doporučuje iba v prípade, že softvér to nezvláda.

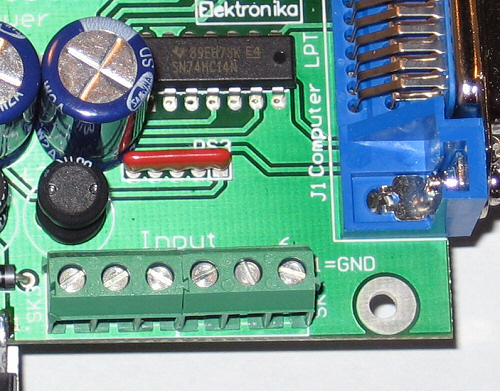
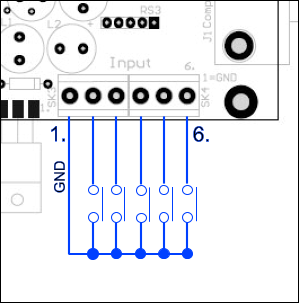
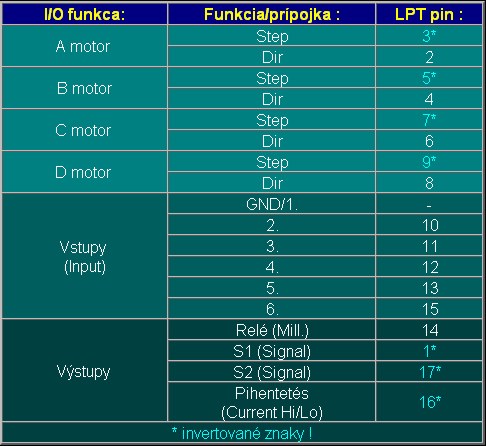
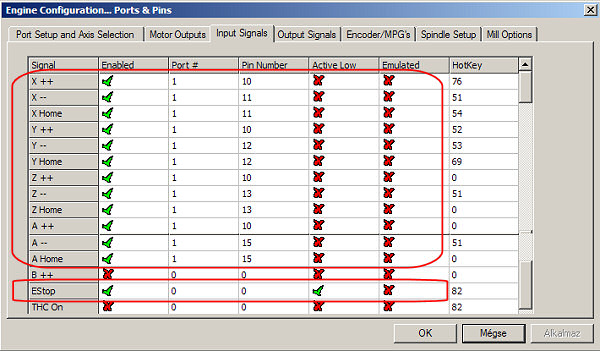
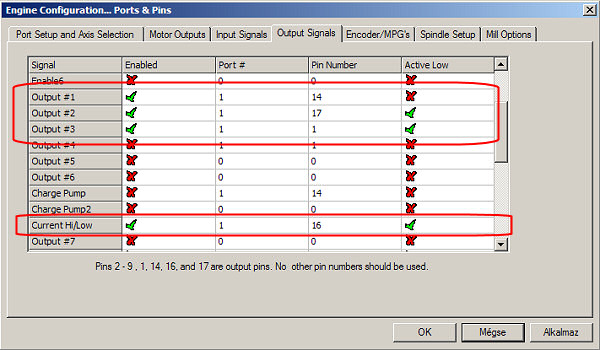
Vstupy a výstupy:
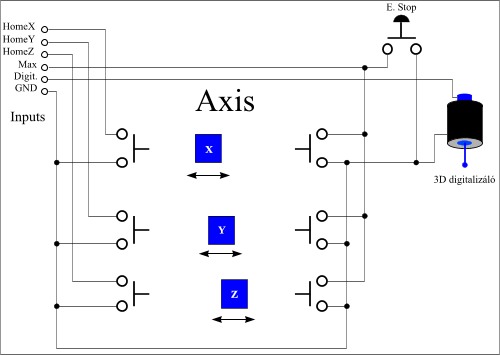
H2 Ovládač má niekoľko vstupov a výstupov, ich funkcie je možné nastaviť ľubovolne ale je potrebné v CNC softvéry nastaviť príslušné piny. Zapojenie jednotlivích pinov je na konci stránky.
|
|
Toto zapojenie predpokladá použitie Machu.
Výstupy:
- Reléový výstup.
- Signal port (2 bitový, TTL výstup).
 Pri pripojení motora je vhodné rozpojenie oboch a to najmä v prípad, keď nie je možné zabezpečiť že rozpojovaná bude "Fáza".
Pri pripojení motora je vhodné rozpojenie oboch a to najmä v prípad, keď nie je možné zabezpečiť že rozpojovaná bude "Fáza".
Power prípojka umožňuje napájanie ovládača piatej osi alebo iného ovládača / napríklad ovládanie vretena.
Charge Pump a PWM frekvenčné meniče je možné zapojiť takýmto spôsobom.
Presný popis bude uvedený na stranke E1 karta.
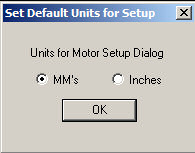
PC nastavenie (softvér):
Každý CNC ovládač riadi jednotlivé funkcie podľa zapojenia jednotlivých bitov na LPT porte. Pre správnu komunikáciu je potrebné tieto bity nastaviť v softvéry.
Mach3 nastavenia:
|
|
|
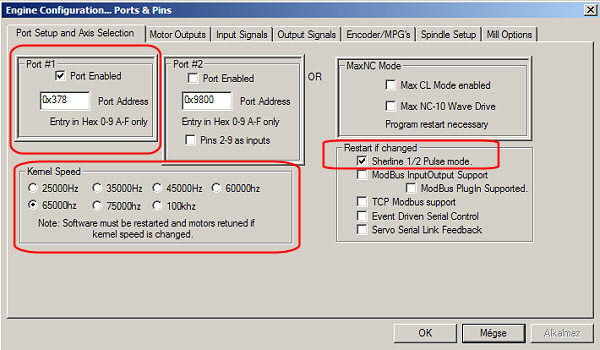
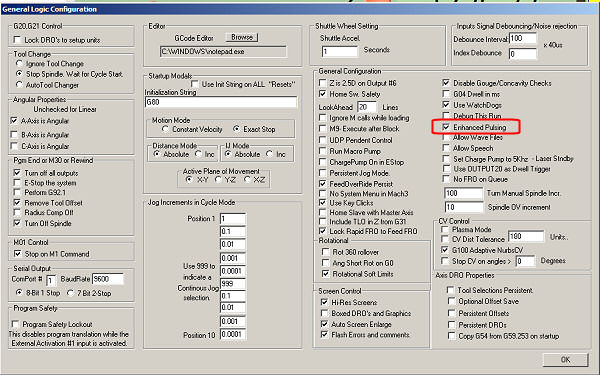
Kermel speed je potrebné nastaviť podľa rýchlosti PC procesora.
Sherline 1/2 Pulse mode je dôležité!
Nastavenie Port 1 môže byť pri notebook-och iné.
Sherline 1/2 Pulse mode je dôležité!
Nastavenie Port 1 môže byť pri notebook-och iné.

|
|
|
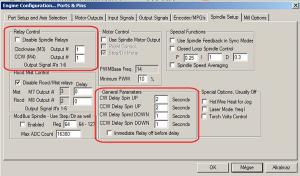
Tu sa nastavuje spínanie obr. motora a aj čas rozbehu a zastavenia.
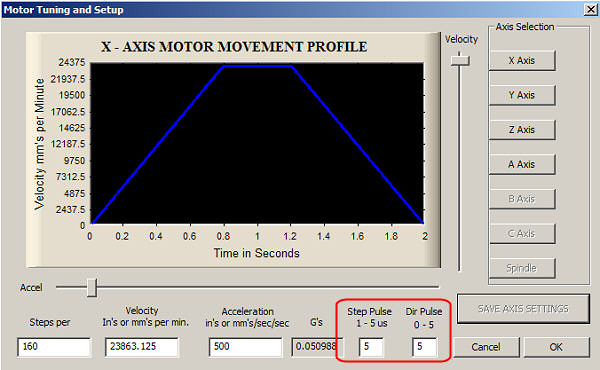
Toto sú dôležité nastavenia pre správne fugovanie. Step per je vlastne kalibrácia a udáva počet krokov potrebných na 1mm - závisí od nastaveného microkroku. Velocity je max. rýchlosť posunu a Acceleration je zrýchleni. Hodnoty sa nastavujú pre každú os samostatne a zapamätajú sa pomocou tlačítka SAVE AXIS SETTINGS.
Plynulosť chodu motora.